
Validating high-end optical light pipes, microfluidic manifold blocks, or automotive headlight covers before mass production requires materials with flawless light transmission. Specifying clear plastic rapid prototyping provides your engineering teams with exceptionally transparent, smooth components that can be used directly to evaluate internal liquid flows or test localized LED light guides. This specialized cosmetic workflow serves as our premier, optical-grade rapid prototyping service, utilizing advanced subtractive and additive methods to deliver glass-like prototypes in days.

Suffer from custom transparent parts that look frosty, display ugly white cutter lines, or turn yellow during high-intensity UV exposure? Standard raw plastics straight out of the milling center are covered in microscopic machining grooves that scatter light in all directions, destroying the optical clarity. Transitioning to a professional, multi-stage hand-sanding and chemical vapor polishing process completely eliminates these surface defects, delivering a fully transparent, polished panel with zero distortion.
Let’s explore the physical differences between PMMA and clear polycarbonate materials, analyze the mechanical and chemical post-processing steps needed to achieve complete transparency, and review how to print clear visual models quickly using stereolithography.
Material Choices: PMMA (Acrylic) vs. Clear PC (Polycarbonate)
What are the primary optical and mechanical trade-offs between acrylic and clear polycarbonate?
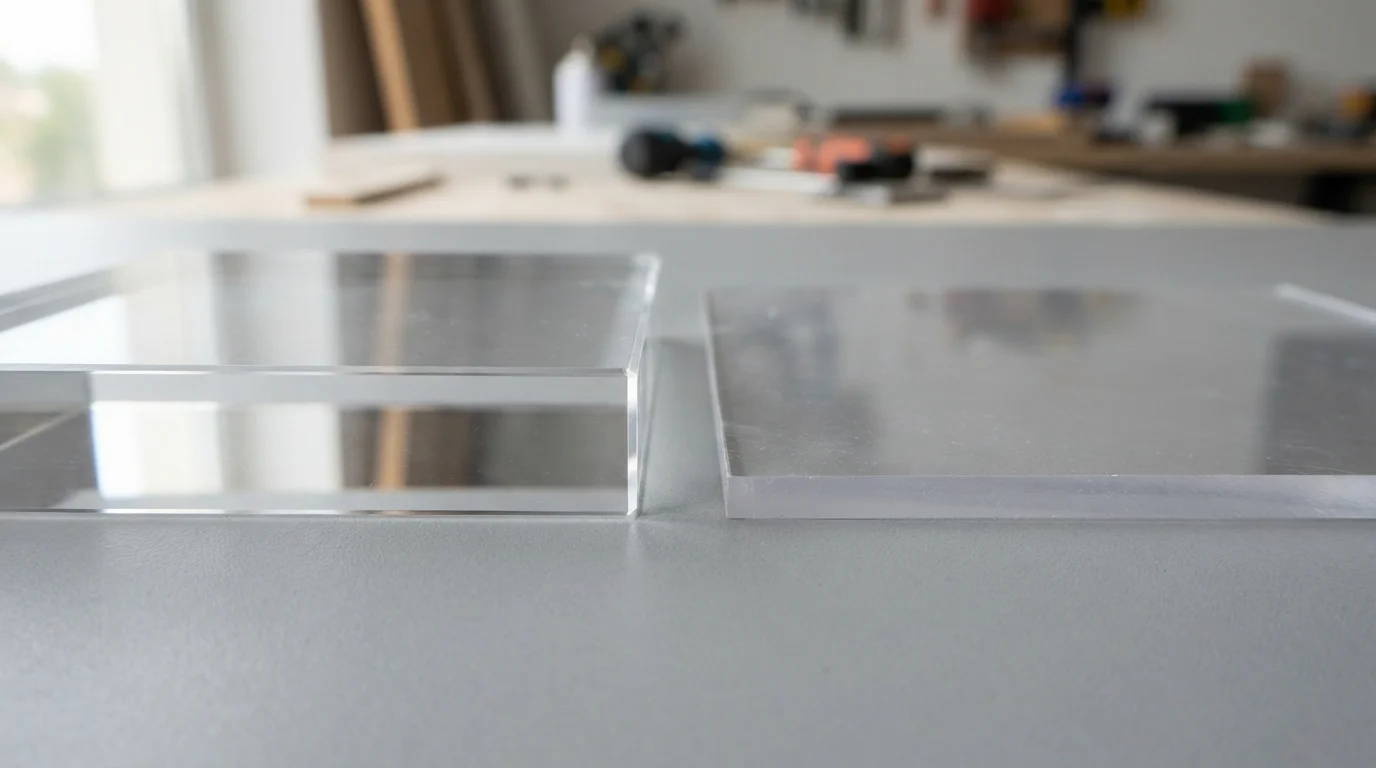
Acrylic PMMA offers superior light transmission of 92% and excellent scratch resistance but is brittle, while clear polycarbonate offers 89% transmission and extreme, shatterproof impact strength.
When selecting a transparent alloy from your available rapid prototyping materials database, understanding these performance differences is vital. Acrylic (PMMA) is the industry standard for light guides and optical lenses due to its exceptional clarity and high resistance to UV weathering. It can be easily polished to a crystal-clear finish but is highly brittle and can crack under dynamic mechanical loads.
Conversely, clear polycarbonate (PC) is a highly robust, shatterproof alternative. While PC is slightly softer than PMMA and is highly prone to surface scratching, it provides outstanding impact strength and high heat resistance (up to 135 degrees Celsius). This toughness makes clear PC ideal for heavy-duty protective covers, high-pressure fluid manifolds, and rugged outdoor equipment lenses.
The Secret to Optical Clarity: Vapor Polishing and Manual Sanding

How do finishing specialists transform frosty, machined plastics into crystal-clear components?
The process requires progressive manual wet-sanding up to 2000-grit to level out CNC tool lines, followed by chemical vapor polishing to melt surface micro-peaks flat.
A raw transparent part straight out of the milling center is frosty and opaque because the physical action of the cutter leaves behind microscopic grooves. To restore complete transparency, our hand-finish specialists execute a meticulous wet-sanding sequence. We sand the parts progressively, moving from 400-grit to 800-grit, 1200-grit, and finally 2000-grit sanding paper, using water to wash away loose particles and keep the surface flat.
We then perform chemical vapor polishing on clear PC parts. In a specialized fume chamber, we expose the sanded surface to a hot, solvent-rich solvent vapor (typically methylene chloride). The vapor melts the microscopic outer peaks of the plastic, causing the surface to flow and freeze into a perfectly flat, glass-like finish. For PMMA parts, we execute multi-stage mechanical buffing with fine abrasive polishing compounds, delivering optical-grade clarity.
SLA 3D Printing for Quick Clear Visual Models
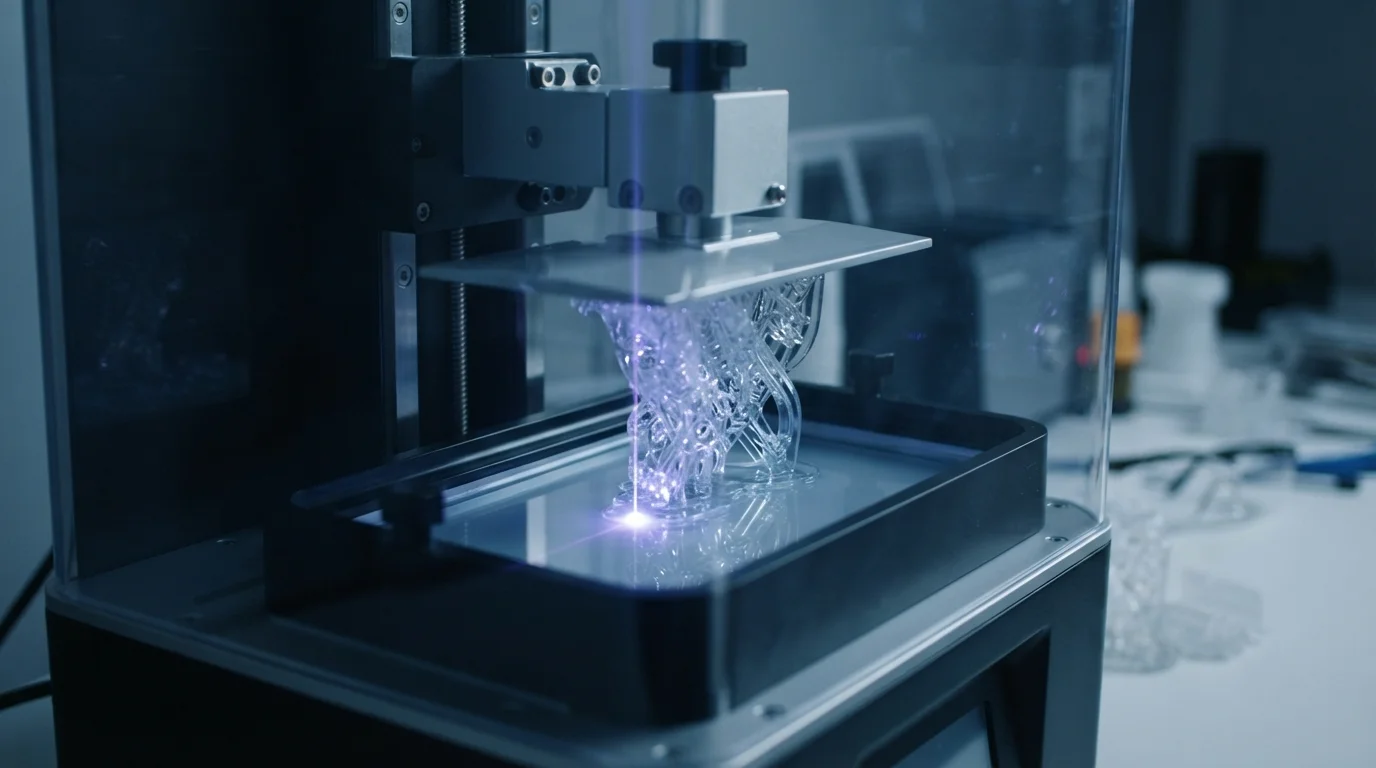
When your project requires quick visual models to check internal component fits or demonstrate design concepts to stakeholders, direct CNC milling can be too slow. To shorten your lead times, we recommend clear plastic rapid prototyping using stereolithography (SLA). SLA utilizes precise UV lasers to cure liquid photopolymer resin layer-by-layer, delivering complex parts with excellent hollow detail and thin walls.
Although raw SLA clear prints display minor layer lines, we run them through manual sanding and apply specialized clear UV-stable acrylic lacquers. This post-processing seals the pores completely, establishing a highly transparent finish that easily hides layer lines. It is a highly cost-effective and agile method to build quick-turn demonstration models with high visual impact.
Prototyping Auto Lamp Lenses at JUCHENG

Sourcing high-end, optical-grade automotive lamp lenses, light guides, and fluid analyzer manifolds requires extreme finishing control on the shop floor. JUCHENG operates multiple high-precision CNC milling centers and clean-room post-processing bays. This integrated setup allows our model makers to execute multi-stage hand-sanding, chemical vapor polishing, and professional clear coating under one roof, completely preventing handling scratches and environmental dust contamination.
Every custom order is managed under a unified quality system certified to ISO 9001 and AS9100 standards, ensuring that high-precision sheet metal fabrication and custom machining runs meet strict automotive, medical, and aerospace regulations. We utilize our in-house Zeiss coordinate measuring machines (CMM) to verify critical dimensions and clearances before shipping. Supported by our no MOQ policy and rapid delivery guarantee, we manage your project from initial CAD unfolds to final, high-durability packaging with zero dimensional drift, acting as your premier rapid prototyping service partner.
FAQ: Critical Questions About Clear Plastic Rapid Prototyping

Our engineering team has compiled professional, concise solutions to the most common quality challenges faced during clear plastic fabrication runs:
- Why does my CNC-machined acrylic part look frosty, and how is it corrected?
Raw machined acrylic is frosty due to microscopic cutter lines. We restore complete optical transparency by executing multi-stage manual wet-sanding followed by professional mechanical buffing with fine polishing compounds. - What causes chemical stress cracking (crazing) during vapor polishing?
Solvent vapors can penetrate and weaken internal stress areas on machined polycarbonate parts, causing micro-cracking. We prevent crazing by running precise thermal annealing cycles in our ovens before vapor polishing. - Can we use clear polycarbonate prototypes for food-contact applications?
Yes, provided we utilize food-grade, certified PC raw stock. However, because raw PC is soft, it must undergo chemical passivation or be coated with food-safe FDA-approved clear lacquers to prevent chemical migration. - How does JUCHENG prevent thickness and diameter variations on custom clear plastic rapid prototyping orders?
We verify mounting clearances using in-house digital coordinate gauges and run automated probe calibrations on our Zeiss coordinate measuring machines (CMM) before final shipping, guaranteeing zero-defect delivery.




